Centrifuges For the Chemical Industry
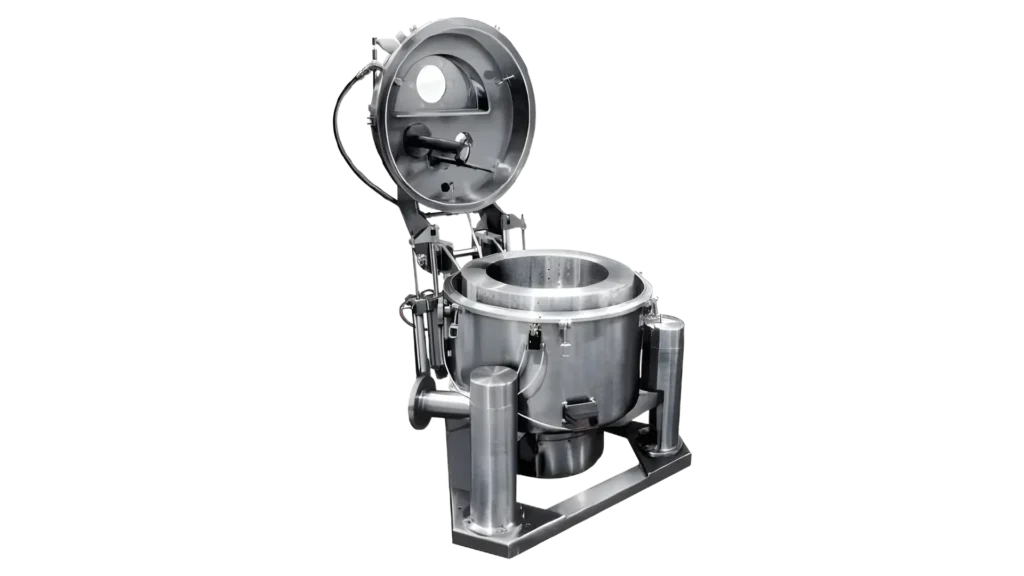
The Western States Machine Company has been designing and manufacturing high-performance vertical filtering and decanting centrifuges for solid-liquid separation for the chemical, fine chemical, food, and pharmaceutical industries since 1950. From the very beginning, Western States has focused entirely on the innovative design of vertical centrifuges to offer our customers cost-effective separation solutions.
- Applications in the chemical industry
- Clarifying liquids, separating immiscible liquids, dewatering solids, and purifying products.
- Process diverse substances: chemicals, solvents, polymers, intermediates.
- Types & configurations
- Mini, benchtop, ultracentrifuges, and full-scale laboratory/industrial centrifugal separators.
- Handle varying volumes, viscosities, and particle sizes with precision.
- Efficiency & impact
- Critical for quality, yield, and cost-effectiveness of chemical processes.
- Enable rapid separation/purification, boosting productivity and resource utilization.
- Western States’ expertise (since 1950)
- 1,000+ custom vertical filtering/decanting centrifuges designed and manufactured.
- Trusted by chemical, pharmaceutical, and food industries for reliable solid-liquid separation.
Choosing the Right Chemical and
Pharmaceutical Centrifuge
Selecting the appropriate centrifuge for chemical and pharmaceutical applications requires careful consideration of factors such as speed, capacity, material compatibility, and regulatory compliance. Western States offers a comprehensive range of centrifuges designed to meet diverse industry requirements.
Why Choose a Specialized Chem/Pharma Centrifuge?
- Critical for separating solid-liquid components in chemical processes and producing pharmaceutical consumables.
- Use high-speed rotation for efficient separation across industries.
- Automation, advanced control systems, and improved materials boost performance, reliability, and flexibility.
- Enable optimized production processes and competitive advantages for manufacturers.
- Ensure product quality, process efficiency, and regulatory compliance.
- Enable precise separation, product purification, and impurity removal.
- Enhance overall manufacturing outcomes in chemical and pharmaceutical sectors.
Factors Influencing Chem/Pharma
Centrifuge Performance
In the intricate world of chemical and pharmaceutical manufacturing, the efficiency and reliability of centrifuges stand as linchpins. From speed and size to material compatibility and regulatory compliance, each facet plays a crucial role in ensuring optimal performance and maintaining product integrity throughout the separation process.
The rotational speed and centrifugal force applied significantly impact the performance of industrial centrifuges. Optimal speed settings are crucial for achieving efficient separation without compromising product integrity.
The size and capacity of a centrifuge dictate its throughput and suitability for different batch sizes. Choosing the right size ensures optimal performance and resource utilization in chemical and pharmaceutical processes.
Centrifuge materials must be compatible with the substances being processed to prevent contamination and ensure product purity. Compatibility considerations include chemical resistance, corrosion resistance, and adherence to regulatory standards.
Effective contamination control mechanisms are essential for maintaining product purity and preventing cross-contamination in chem/pharma centrifuge applications. These mechanisms may include sealing systems, sterilization procedures, effective wastewater management, and clean-in-place (CIP) protocols.
Regular preventative maintenance is critical for sustaining centrifuge performance and prolonging equipment lifespan. This can help prevent future downtime, as well as address any potential issues with centrifuge rotors, centrifuge tubes, o-rings, test tubes, or any other components within a centrifuge before breakdown occurs.
Compliance with regulatory standards, such as Good Manufacturing Practice (GMP) guidelines and industry-specific regulations, is paramount in chemical and pharmaceutical manufacturing.
Benefits of Using Western States Chemical
and Pharmaceutical Centrifuges
In the intricate world of chemical and pharmaceutical manufacturing, the efficiency and reliability of centrifuges stand as linchpins. From speed and size to material compatibility and regulatory compliance, each facet plays a crucial role in ensuring optimal performance and maintaining product integrity throughout the separation process.
Western States focuses on pioneering vertical centrifuge designs tailored to meet specific chemical and pharmaceutical industry needs.
Our engineers have flexibility to adapt and custom design state-of-the-art centrifuges and automation systems to meet each customer’s specific requirements with finite element analysis and advanced 3-D modeling.
Centrifuges adhere to the latest Good Manufacturing Practice (GMP) standards, ensuring reliability and compliance. Every Western States Centrifuge is manufactured in accordance with the latest GMP standards, requirements, or directives and is backed by superior support and service.
With over 1,000 custom-designed centrifuges manufactured since 1950, Western States has earned the trust of leading producers in the chemical, pharmaceutical, and food industries.
Western States centrifuges cater to a wide range of applications, from laboratory development to full-scale production, providing solutions for separation, filtration, clarification, and drying needs.
Chemical and Pharmaceutical Machines
at Western States
Since 1950, Western States has custom-designed and manufactured over 1,000 vertical filtering and decanting centrifuges from our USA-based facilities. Many well-known producers from the chemical, pharmaceutical, and food industries have come to trust the Western States brand of vertical centrifuge to provide trouble-free solid-liquid separation.
Whether your product is in the laboratory development stage, pilot plant testing stage, small-scale production, or full-scale processing; Western States can provide high-quality equipment for your separation, clarifying, or drying needs.
- Solid–Liquid Separation
- Liquid–Liquid Separation
- Solid–Liquid-Liquid Separation
- Instantaneous Drying
- Particle Reduction
- Choosing the Right Chemical and Pharmaceutical Centrifuge
Selecting the appropriate centrifuge for chemical and pharmaceutical applications requires careful consideration of factors such as speed, capacity, material compatibility, and regulatory compliance. Western States offers a comprehensive range of centrifuges designed to meet diverse industry requirements.
General Process Flow
Industries like lithium refining, SAF production, pharmaceuticals, foods, and fine chemicals rely on precise solid-liquid separation for purity and efficiency. This summary distills their core process flows, highlighting critical stages where advanced separation unlocks performance.
Mining & Crushing: Extract ore (e.g., spodumene, bastnäsite) and crush to fine particles.
Leaching: Use acid/alkali to dissolve metals into slurry.
Solid-Liquid Separation: Remove undissolved solids from the solution (Centrifuge Opportunity).
Solvent Extraction/Ion Exchange: Isolate individual metals.
Precipitation & Crystallization: Form purified compounds (e.g., lithium carbonate).
Drying & Packaging: Prepare final product for batteries/magnets.
Feedstock Pre-Treatment: Clean oils/fats (e.g., used cooking oil) (Centrifuge Opportunity).
Conversion:
HEFA: Hydroprocess oils to remove oxygen.
AtJ: Ferment sugars to alcohols, then convert to hydrocarbons.
Phase Separation & Polishing: Remove solids/catalyst fines (Centrifuge Opportunity).
Blending: Mix SAF (≤50%) with conventional jet fuel.
Storage & Distribution: Ensure quality compliance.
Raw Material Inspection: Test APIs/excipients.
API Synthesis/Extraction: Produce via chemical/fermentation methods (Centrifuge Opportunity).
Purification & Washing: Recrystallize/wash to remove impurities (Centrifuge Opportunity).
Drying: Achieve moisture specs.
Formulation: Blend APIs with excipients.
Filling & Packaging: Under sterile conditions.
Raw Material Prep: Wash/chop/mill ingredients (e.g., fruits, algae).
Extraction/Fermentation: Isolate bioactives (Centrifuge Opportunity).
Filtration & Polishing: Remove fine particulates (Centrifuge Opportunity).
Concentration & Drying: Use evaporation/spray drying.
Blending & Packaging: Formulate final products (e.g., powders, beverages).
Raw Material Prep: Weigh/dissolve precursors (Centrifuge Opportunity).
Synthesis: Run reactions (e.g., esterification) with intermediate isolation (Centrifuge Opportunity).
Workup & Separation: Remove byproducts/emulsions.
Purification & Crystallization: Recrystallize/distill.
Drying & Milling: Achieve particle/moisture specs.
Packaging & QA: Ensure compliance.



Click below to download and complete our Centrifuge Application Form.
Email the completed form to ws.sales@westernstates.com
We will contact you as soon as we receive your form.
CHEMICAL AND PHARMACEUTICAL CENTRIFUGES

SLC-5000 Centrifuge
Quadramatic Series

STM-2000

STM-3000
Centrifuges For the Chemical Industry
The Western States Machine Company has been designing and manufacturing high-performance vertical filtering and decanting centrifuges for solid-liquid separation for the chemical, fine chemical, food, and pharmaceutical industries since 1950. From the very beginning, Western States has focused entirely on the innovative design of vertical centrifuges to offer our customers cost-effective separation solutions.
- Applications in the chemical industry
- Clarifying liquids, separating immiscible liquids, dewatering solids, and purifying products.
- Process diverse substances: chemicals, solvents, polymers, intermediates.
- Types & configurations
- Mini, benchtop, ultracentrifuges, and full-scale laboratory/industrial centrifugal separators.
- Handle varying volumes, viscosities, and particle sizes with precision.
- Efficiency & impact
- Critical for quality, yield, and cost-effectiveness of chemical processes.
- Enable rapid separation/purification, boosting productivity and resource utilization.
- Western States’ expertise (since 1950)
1,000+ custom vertical filtering/decanting centrifuges designed and manufactured.
Trusted by chemical, pharmaceutical, and food industries for reliable solid-liquid separation.
Choosing the Right Chemical and Pharmaceutical Centrifuge
Selecting the appropriate centrifuge for chemical and pharmaceutical applications requires careful consideration of factors such as speed, capacity, material compatibility, and regulatory compliance. Western States offers a comprehensive range of centrifuges designed to meet diverse industry requirements.

SLC-5000 Centrifuge
Q-Series Centrifuges

STM-2000 Centrifuge

STM-3000 Centrifuge
Why Choose a Specialized Chem/Pharma Centrifuge?
Role & Function
- Critical for separating solid-liquid components in chemical processes and producing pharmaceutical consumables.
- Use high-speed rotation for efficient separation across industries.
Technological Advancements
- Automation, advanced control systems, and improved materials boost performance, reliability, and flexibility.
- Enable optimized production processes and competitive advantages for manufacturers.
Importance
- Ensure product quality, process efficiency, and regulatory compliance.
- Enable precise separation, product purification, and impurity removal.
- Enhance overall manufacturing outcomes in chemical and pharmaceutical sectors.
Factors Influencing Chem/Pharma Centrifuge Performance
In the intricate world of chemical and pharmaceutical manufacturing, the efficiency and reliability of centrifuges stand as linchpins. From speed and size to material compatibility and regulatory compliance, each facet plays a crucial role in ensuring optimal performance and maintaining product integrity throughout the separation process.
Speed and Acceleration
The rotational speed and centrifugal force applied significantly impact the performance of industrial centrifuges. Optimal speed settings are crucial for achieving efficient separation without compromising product integrity.
Size and Capacity
The size and capacity of a centrifuge dictate its throughput and suitability for different batch sizes. Choosing the right size ensures optimal performance and resource utilization in chemical and pharmaceutical processes.
Material Compatibility
Centrifuge materials must be compatible with the substances being processed to prevent contamination and ensure product purity. Compatibility considerations include chemical resistance, corrosion resistance, and adherence to regulatory standards.
Contamination Control
Effective contamination control mechanisms are essential for maintaining product purity and preventing cross-contamination in chem/pharma centrifuge applications. These mechanisms may include sealing systems, sterilization procedures, effective wastewater management, and clean-in-place (CIP) protocols.
Preventative Maintenance Applied
Regular preventative maintenance is critical for sustaining centrifuge performance and prolonging equipment lifespan. This can help prevent future downtime, as well as address any potential issues with centrifuge rotors, centrifuge tubes, o-rings, test tubes, or any other components within a centrifuge before breakdown occurs.
Regulatory Compliance
Compliance with regulatory standards, such as Good Manufacturing Practice (GMP) guidelines and industry-specific regulations, is paramount in chemical and pharmaceutical manufacturing.
Benefits of Using Western States Chemical and Pharmaceutical Centrifuges
In the intricate world of chemical and pharmaceutical manufacturing, the efficiency and reliability of centrifuges stand as linchpins. From speed and size to material compatibility and regulatory compliance, each facet plays a crucial role in ensuring optimal performance and maintaining product integrity throughout the separation process.
Innovative Design
Western States focuses on pioneering vertical centrifuge designs tailored to meet specific chemical and pharmaceutical industry needs.
Customization
Our engineers have flexibility to adapt and custom design state-of-the-art centrifuges and automation systems to meet each customer’s specific requirements with finite element analysis and advanced 3-D modeling.
Quality Assurance
Centrifuges adhere to the latest Good Manufacturing Practice (GMP) standards, ensuring reliability and compliance. Every Western States Centrifuge is manufactured in accordance with the latest GMP standards, requirements, or directives and is backed by superior support and service.
Proven Track Record
With over 1,000 custom-designed centrifuges manufactured since 1950, Western States has earned the trust of leading producers in the chemical, pharmaceutical, and food industries.
Versatility
Western States centrifuges cater to a wide range of applications, from laboratory development to full-scale production, providing solutions for separation, filtration, clarification, and drying needs.
Chemical and Pharmaceutical Machines at Western States
Since 1950, Western States has custom-designed and manufactured over 1,000 vertical filtering and decanting centrifuges from our USA-based facilities. Many well-known producers from the chemical, pharmaceutical, and food industries have come to trust the Western States brand of vertical centrifuge to provide trouble-free solid-liquid separation.
Whether your product is in the laboratory development stage, pilot plant testing stage, small-scale production, or full-scale processing; Western States can provide high-quality equipment for your separation, clarifying, or drying needs.
- Solid–Liquid Separation
- Liquid–Liquid Separation
- Solid–Liquid-Liquid Separation
- Instantaneous Drying
- Particle Reduction
- Choosing the Right Chemical and Pharmaceutical Centrifuge
Selecting the appropriate centrifuge for chemical and pharmaceutical applications requires careful consideration of factors such as speed, capacity, material compatibility, and regulatory compliance. Western States offers a comprehensive range of centrifuges designed to meet diverse industry requirements.
General Process Flow
Industries like lithium refining, SAF production, pharmaceuticals, foods, and fine chemicals rely on precise solid-liquid separation for purity and efficiency. This summary distills their core process flows, highlighting critical stages where advanced separation unlocks performance.
1. Lithium & REE Refinement
Mining & Crushing: Extract ore (e.g., spodumene, bastnäsite) and crush to fine particles.
Leaching: Use acid/alkali to dissolve metals into slurry.
Solid-Liquid Separation: Remove undissolved solids from the solution (Centrifuge Opportunity).
Solvent Extraction/Ion Exchange: Isolate individual metals.
Precipitation & Crystallization: Form purified compounds (e.g., lithium carbonate).
Drying & Packaging: Prepare final product for batteries/magnets.
2. SAF Production
Feedstock Pre-Treatment: Clean oils/fats (e.g., used cooking oil) (Centrifuge Opportunity).
Conversion:
HEFA: Hydroprocess oils to remove oxygen.
AtJ: Ferment sugars to alcohols, then convert to hydrocarbons.
Phase Separation & Polishing: Remove solids/catalyst fines (Centrifuge Opportunity).
Blending: Mix SAF (≤50%) with conventional jet fuel.
Storage & Distribution: Ensure quality compliance.
3. Pharmaceutical Manufacturing
Raw Material Inspection: Test APIs/excipients.
API Synthesis/Extraction: Produce via chemical/fermentation methods (Centrifuge Opportunity).
Purification & Washing: Recrystallize/wash to remove impurities (Centrifuge Opportunity).
Drying: Achieve moisture specs.
Formulation: Blend APIs with excipients.
Filling & Packaging: Under sterile conditions.
4. Specialty Food Processing
Raw Material Prep: Wash/chop/mill ingredients (e.g., fruits, algae).
Extraction/Fermentation: Isolate bioactives (Centrifuge Opportunity).
Filtration & Polishing: Remove fine particulates (Centrifuge Opportunity).
Concentration & Drying: Use evaporation/spray drying.
Blending & Packaging: Formulate final products (e.g., powders, beverages).
5. Fine Chemical Manufacturing
Raw Material Prep: Weigh/dissolve precursors (Centrifuge Opportunity).
Synthesis: Run reactions (e.g., esterification) with intermediate isolation (Centrifuge Opportunity).
Workup & Separation: Remove byproducts/emulsions.
Purification & Crystallization: Recrystallize/distill.
Drying & Milling: Achieve particle/moisture specs.
Packaging & QA: Ensure compliance.



Click below to download and complete our Centrifuge Application Form.
Email the completed form to ws.sales@westernstates.com
We will contact you as soon as we receive your form.