The global industrial landscape is currently undergoing a foundational transition from a linear, fossil-based economy toward a circular bioeconomy centered on the valorization of renewable biological resources.1 This shift necessitates the development of advanced separation technologies capable of isolating high-value molecules from complex, heterogeneous biomass matrices with unprecedented efficiency and purity.1 High G-force centrifugation has emerged as the definitive engineering solution for these challenges, providing the mechanical impetus required to overcome the physical and chemical resistances inherent in plant matter, microbial cultures, and organic waste streams.4 By magnifying gravitational acceleration by several orders of magnitude, modern industrial centrifuges facilitate rapid solid-liquid separation, clarifying extracts and recovering solvents at rates that far exceed the capabilities of traditional filtration or sedimentation methods.4 For over a century, the Western States Machine Company has spearheaded these innovations, evolving from its roots in the sugar industry to become a global leader in botanical, chemical, and pharmaceutical separation technology.8

The Fundamental Mechanics of Centrifugal Separation
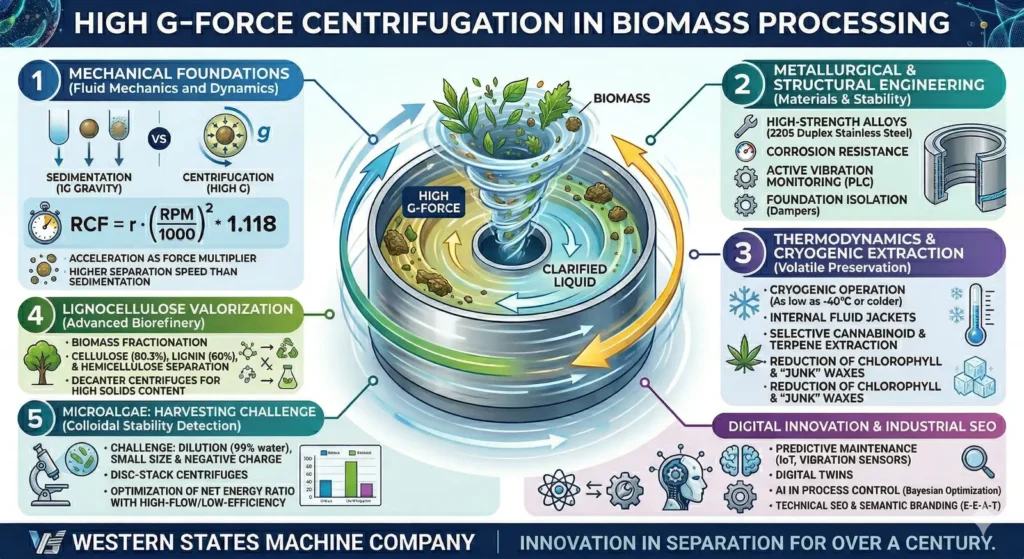
The operational efficacy of high-performance centrifugation is rooted in the rigorous application of classical mechanics and fluid dynamics to particulate systems. In any mixture containing components of varying densities, the separation process is fundamentally a competition between driving forces and resistive forces.6 Under the influence of Earth’s gravity, this process is known as sedimentation, where denser particles settle at a terminal velocity defined by the equilibrium of gravitational pull, buoyancy, and fluid drag.10
The Mathematical Foundation of Stokes’ Law
For small, spherical particles moving through a viscous medium at low velocities, the governing equation is Stokes’ Law.5 First articulated by Sir George G. Stokes in 1851, the law defines the drag force () as
, where
represents the dynamic viscosity,
the radius of the particle, and
the velocity of fall.10 When a particle reaches its terminal velocity (
) in a gravitational field, the forces are balanced such that:

In this equation, is the density of the particle,
is the density of the fluid, and
is the acceleration due to gravity.4 While this formula provides a baseline for understanding separation, biological systems often present significant challenges.5 Biomass particles, such as microalgae or fragmented botanical fibers, frequently possess densities only slightly higher than their surrounding media (
) and radii in the micrometer range.4 In a standard 1G environment, the resulting settling velocity is often so low (ranging from
to
) that commercial-scale separation via simple sedimentation would require impossibly large settling tanks and prohibitive timeframes.4
Acceleration as a Force Multiplier
To achieve industrial throughput, the acceleration factor must be artificially increased.5 By rotating the mixture at high angular velocities (), a centrifuge generates a centrifugal field where the acceleration is
.4 This transformation replaces the constant
with a dynamic variable that can be thousands of times stronger, resulting in what is termed Relative Centrifugal Force (RCF).5 The RCF is typically expressed as a multiple of
:

where is the radius from the axis of rotation in centimeters and RPM is the revolutions per minute.16 By applying high G-forces (e.g., 828 Gs for the Western States WSB-15 or 900 Gs for the WSB-40), the mechanical impetus overcomes the Brownian motion and colloidal stability of small particles, forcing them to migrate radially toward the bowl wall at speeds that make continuous or batch processing viable.5
| Centrifuge Model | Application Type | Max RPM | Max G-Force (RCF) | Cycle Capacity |
| WSB-MicroPro | R&D / Pilot Scale | 3600 | Variable | 4-7.4 Liters |
| WSB-15 | Botanical / Mid-Scale | 1800 | 828 Gs | 15 lbs / Cycle |
| WSB-40 | Industrial / Large-Scale | 1561 | 900 Gs | 40 lbs / Cycle |
| Titan Batch | Sugar / Heavy Industrial | 1200 | Variable | 1400 – 2400 kg |
| 17 |
Metallurgical and Structural Engineering for High G-Force
Designing machinery capable of sustaining high G-forces while processing tons of biomass daily requires a sophisticated approach to material science and structural engineering.20 The centrifugal pressure generated within a rotating basket can be immense, exerting massive hoop stresses on the basket walls and placing significant strain on the spindle and bearing assemblies.20
Material Integrity and Chemical Compatibility
Western States utilizes high-grade alloys to ensure both mechanical strength and chemical resistance.17 For botanical extraction, where ethanol is the primary solvent, 304L and 316L stainless steel are the standards for all wetted parts.17 These materials provide the necessary corrosion resistance against acidic terpenes and the solvent itself while ensuring that no heavy metals leach into the final extract—a critical requirement for cGMP compliance in the pharmaceutical and nutraceutical sectors.7
In more demanding applications, such as the sugar industry, the Titan series employs 2205 duplex stainless steel for the side sheets of its fully perforated baskets.20 Duplex stainless steel offers superior yield strength and resistance to stress corrosion cracking compared to standard austenitic steels, allowing for larger basket diameters and higher rotational speeds.20 The structural integrity of these components is verified through rigorous non-destructive testing, including dynamic balancing and X-ray inspection of all critical welds.20
Vibration Control and Dynamic Stability
The inherent challenge of batch centrifugation is the potential for load imbalance, which can generate destructive vibrations at high RPMs.20 Western States addresses this through a combination of precision engineering and active monitoring.20 Modern machines are equipped with solid-state gyration and vibration monitoring systems that provide real-time feedback to the PLC.20 If an imbalance is detected during the ramp-up phase, the system can automatically adjust the speed or trigger a safe shutdown to prevent equipment damage.20
The physical installation of the centrifuge also plays a role in stability.24 High-capacity vertical centrifuges are often mounted on inertia pads with viscous dampers.24 This damping system isolates the machine from the plant floor, preventing the transmission of dynamic forces to the building’s foundation and protecting adjacent sensitive equipment.24
Thermodynamics and Cryogenic Extraction Science
In the extraction of temperature-sensitive biomass, such as cannabis, hemp, and specialty botanicals, the science of centrifugation is inextricably linked with thermodynamics.7 The preservation of volatile organic compounds, particularly terpenes, requires precise control over the temperature of the solvent and the biomass during the entire separation cycle.7
The Cold Standard: Cryogenic Operation
Western States botanical centrifuges are engineered for cryogenic operation, maintaining temperatures as low as -40°F (-40°C) and below.7 This “Cold Standard” is achieved through the use of internal fluid jackets that cover the entire height of the curb, ensuring uniform cooling of the process area.17
The necessity of cryogenic temperatures stems from the solubility characteristics of the target molecules versus undesirable compounds.7 At room temperature, ethanol is an indiscriminate solvent that extracts not only cannabinoids and terpenes but also large quantities of plant waxes, lipids, and chlorophyll.7 These “junk” molecules necessitate extensive downstream purification, such as winterization and charcoal filtration, which can lead to product loss and increased operational costs.7 By operating at cryogenic temperatures, the solubility of these fats and waxes is significantly reduced, resulting in a cleaner primary tincture that preserves the full, rich profile of the source material.7
Solvent Recovery and OpEx Reduction
For industrial extractors, solvent loss is a direct hit to the bottom line.23 When biomass is removed from an extraction vessel, a significant volume of solvent remains trapped within the cellular matrix and between the fibers through capillary action and surface tension.23 Traditional mechanical presses or simple gravity draining often fail to recover more than 85-90% of the solvent.23
High G-force centrifugation overcomes these capillary forces by applying a force vector that exceeds the liquid’s surface tension within the pores of the biomass.5 By spinning the “wet cake” at forces up to 900 Gs, Western States centrifuges achieve solvent recovery rates of 97% to 98% or higher.7 In a large-scale facility processing 1,000 lbs of biomass daily, increasing recovery from 90% to 97% can save over $126,000 annually in ethanol replenishment costs alone.23
| Parameter | WSB-15 Recovery Profile | WSB-40 Recovery Profile |
| Typical Solvent | Ethanol (Cryogenic) | Ethanol (Cryogenic) |
| Target Recovery | 98% | 98% |
| Residual Solvent in Cake | < 3% | < 3% |
| Cycle Throughput | 15 lbs / 15 min | 40 lbs / 15 min |
| 7 |
Bioprocess Engineering: The Microalgae Harvesting Challenge
Microalgae represent one of the most promising feedstocks for the future bioeconomy, with applications ranging from Carbon Capture and Utilization (CCU) to the production of sustainable aviation fuels (SAF).14 However, the primary obstacle to the commercial viability of algae-derived products is the energy-intensive harvesting and dewatering stage.26
Overcoming Colloidal Stability
Algal cultures are typically very dilute, often containing 99% or more water.13 The microalgal cells themselves are microscopic (typically <30 µm) and possess a density that is nearly neutral compared to the growth medium ().13 Furthermore, these cells carry a strong negative surface charge, creating a stable colloidal suspension that resists natural settling.13
High-speed disc-stack centrifuges are the industry standard for overcoming this stability.4 In these machines, the suspension is forced through a stack of conical discs, which drastically reduces the settling distance for each cell.4 Once a cell reaches the surface of a disc, it slides radially outward under centrifugal force to the bowl’s periphery, where it is collected as a concentrated paste.4
Optimizing the Net Energy Ratio (NER)
The economic feasibility of algal biofuels depends on the Net Energy Ratio (NER), which compares the energy contained in the harvested biomass to the energy expended during cultivation and processing.26 Centrifugation, while highly efficient in terms of biomass recovery (>95%), is notoriously energy-hungry, often resulting in a low NER of around 1.20 if not properly optimized.26
Engineering research has demonstrated that by adjusting the flow rate and centrifugal force, the NER can be improved.31 One study found that by increasing the flow rate beyond 1L/min, the slight decrease in capture efficiency was more than offset by the massive increase in volume processed, leading to an 82% reduction in energy consumption per unit of biomass.31 This low-efficiency/high-flow strategy allows for the cost-effective separation of algae cells for biodiesel applications, reducing harvesting costs from $4.52/L of oil to as low as $0.864/L.31
Lignocellulosic Valorization and the Advanced Biorefinery
The conversion of lignocellulosic biomass—wood residues, agricultural husks, and energy grasses—into biofuels and platform chemicals is a central pillar of the sustainable circular economy.2 This process requires the fractionation of the biomass into its three primary polymers: cellulose, hemicellulose, and lignin.2
Fractionation and Mechanical Pretreatment
Lignocellulosic biomass is naturally recalcitrant, with a complex molecular structure designed to resist microbial and chemical breakdown.32 The fractionation process typically begins with a pretreatment step—such as steam explosion, dilute acid treatment, or hydrothermal processing—that disrupts the lignocellulosic matrix.2
Following pretreatment, high-performance centrifuges are used to separate the various fractions.32 Decanter centrifuges are particularly effective here, as they can handle the high solids content of the pretreated slurry.32 Modeling of these downstream processes has shown that the integration of decanter technology allows for the recovery of up to 80.3% of cellulose and 60% of lignin from the feedstock.32 These recovered fractions are then processed into diverse end-products, including biodegradable plastics, bio-based surfactants, and high-purity antioxidants.36
The Role of AI in Biorefinery Optimization
The complexity of lignocellulosic feedstocks, which vary in composition based on species, region, and season, makes process optimization a moving target.3 In response, the industry is increasingly adopting Artificial Intelligence (AI) and Machine Learning (ML) to manage these dynamic variables.3
Research consortiums in Finland and Germany are currently using Bayesian Optimization to iteratively tune biorefinery conditions—such as temperature, liquid-to-solid ratios, and P-factors—to maximize the yield of Lignin-Carbohydrate Complexes (LCCs).36 By integrating these AI models with the centrifuge control systems, biorefineries can achieve real-time adjustments that ensure consistent product quality despite variations in the incoming biomass.3
Operational Excellence: Rheology and Non-Newtonian Flow
In industrial centrifugation, the material being processed is rarely a simple, ideal fluid.39 Most biomass slurries and concentrated sediments exhibit non-Newtonian behavior, meaning their viscosity changes depending on the shear rate applied by the centrifuge.39
Managing Shear-Thinning and Thixotropy
Many biological materials are “shear-thinning” or pseudoplastic; as the centrifuge accelerates and the shear rate increases, the apparent viscosity of the fluid decreases.39 This can be advantageous for the internal transport of the fluid, but it must be carefully modeled to predict the settling velocity of the solid phase accurately.39 Conversely, some flocculated biomass suspensions can exhibit thixotropic behavior, where they thicken or gel if not properly agitated, leading to discharge failures and machine blockage.4
Western States engineers utilize rheological characterization to understand two fundamental properties of the solids phase under high compressional forces:
- Mechanical Strength: The ability of the solids network to resist the shearing motion of the discharger plow or scraping knife.4
- Permeability: The rate at which the liquid can be drained through the compacting solids network during the high-speed spin phase.4
Continuous Solids Transportation
In continuous centrifuges, the solids must be transported opposite the direction of the G-force or along the bowl wall for discharge.4 For materials with high apparent viscosity, manufacturers may install oversized motors and utilize specialized internal geometries—such as ribbed bowls or adjusted beach angles in decanters—to ensure that the torque required for solids transportation does not exceed the machine’s limits.30
| Fluid Property | Centrifugal Impact | Engineering Response |
| High Viscosity | Increased friction, reduced settling speed | Oversized motors, VFD control |
| Shear-Thinning | Faster separation at high RPM | Precise RPM staging via PLC |
| Shear Sensitivity | Potential cell lysis / molecular damage | Optimized ramp speeds, baffled inlets |
| Thixotropy | Potential discharge blockage | Automatic wash cycles, scraper adjustments |
| 4 |
2026: The Age of Intelligent Centrifugation
As we move toward 2026, the industrial centrifuge is evolving from a mechanical workhorse into an “agentic” component of the smart factory.43 The integration of the Industrial Internet of Things (IIoT), edge computing, and predictive analytics is redefining the concept of “Uptime”.43
IoT-Driven Predictive Maintenance
Modern Western States centrifuges are equipped with comprehensive sensor arrays that monitor every facet of the machine’s health.20
- Acoustic and Vibration Sensors: These “listen” for subtle changes in the harmonic signature of the machine, detecting bearing defects, component loosening, or misalignment weeks before they result in a failure.45
- Current and Power Monitoring: Fluctuations in power draw often signal motor issues or changes in the process rheology that require operator attention.45
- Thermography: Continuous temperature monitoring of the spindle and bearings identifies overheating caused by insufficient lubrication or mechanical friction, allowing for preemptive intervention.45
By utilizing supervised learning models trained on decades of operational data, these systems can project precisely when a component will reach a critical threshold, moving from fixed-schedule maintenance to condition-based “just-in-time” servicing.45 This approach can reduce spare parts consumption by 30% and virtually eliminate unplanned downtime.45
Digital Twins and Real-Time Monitoring
The concept of the “Digital Twin” has become essential for high-G centrifugation in the biorefinery.3 A digital twin is a virtual representation of the physical centrifuge that runs in parallel with the machine, receiving real-time data from its sensors.38 This allows plant engineers to:
- Test Process Changes: Simulate the impact of a new biomass feedstock or a different solvent ratio without risking the physical equipment.38
- Optimize Cycles: Use “Soft Sensors” to estimate variables that are difficult to measure directly, such as the internal cake thickness or the exact submersion point of the liquid.38
- Enhance Quality Control: Ensure that every batch meets stringent purity standards through continuous monitoring and automated reporting.3
Agentic Process Control in 2026
The next frontier is agentic AI—autonomous systems that operate within predefined guardrails to manage the separation process.43 In a 2026-era biorefinery, the centrifuge control system will not merely alert an operator to a bottleneck; it will analyze the real-time location and priority of incoming material (WIP), assess the current state of the machine, and independently initiate corrective actions, such as adjusting the feed rate or polymer dosing, to protect the plant’s overall throughput.43
Visibility Engineering: SEO and AI Search Optimization
For industrial leaders like Western States, technical expertise must be discoverable.44 In 2026, traditional Search Engine Optimization (SEO) is being superseded by Generative Engine Optimization (GEO), focusing on how AI search agents—such as ChatGPT, Perplexity, and Gemini—interpret and recommend brands.44
From Keywords to Semantic Entities
AI search engines no longer simply look for keywords; they synthesize information to answer complex buyer queries.49 To remain visible, industrial content must be “semantically rich,” establishing the brand as an authoritative “entity” in the field of centrifugal science.46
- Answer-First Architecture: Technical articles and blogs should lead with direct definitions, summaries, and explanations of the problems they solve.46
- Structured Data and Schema: Adding schema markup—including part numbers, ISO certifications, and specific technical performance metrics—allows AI systems to parse and trust the data, increasing the likelihood of being cited in an AI-generated answer.46
- Deep Technical Content: AI models favor authoritative, evidence-backed content reinforced through consistent publishing.44 Research shows that brands producing expert-authored technical content at scale achieve visibility gains up to 200 times faster than those producing generic marketing copy.44
E-E-A-T as a Foundation
The foundation of modern search evaluation is E-E-A-T: Experience, Expertise, Authoritativeness, and Trustworthiness.50 For Western States, this involves leveraging a century-long legacy (Experience) and engineering precision (Expertise) through case studies, white papers, and detailed service bulletins.8 This “Visibility Engineering” ensures that when a potential buyer asks an AI assistant for the “best centrifuge for cryogenic ethanol extraction,” the system provides a detailed recommendation based on Western States’ proven performance data.44
Conclusions and Engineering Outlook
The science behind high G-force centrifugation is a critical enabler of the modern bioeconomy. As industrial processes move away from fossil-based feedstocks toward complex biological materials, the need for efficient, scalable, and intelligent separation technology has never been greater. High G-force centrifugation, as pioneered and refined by Western States, provides the necessary mechanical impetus to overcome the physical challenges of biomass processing—from the colloidal stability of microalgae to the solvent-retention forces in botanical fibers.
The transition toward 2026 will see the convergence of heavy industrial engineering with advanced digital technology. The integration of AI-driven optimization, IoT-based predictive maintenance, and agentic process control will redefine operational efficiency, ensuring that biorefineries and extraction facilities can operate at peak performance with minimal environmental impact. For engineers and facility managers, the selection of centrifugation equipment is no longer just a capital expenditure; it is a strategic investment in the long-term sustainability and profitability of the circular bioeconomy.
As the industry continues to evolve, the principles of high G-force separation will remain constant, but the tools used to harness them will become increasingly sophisticated. The future of biomass processing lies in the seamless integration of physics, chemistry, and digital intelligence—a frontier that Western States is uniquely positioned to lead for the next century of innovation.